Extrusion processing of aquatic feeds, Part 2
Basic concepts
The extrusion process has been used for many years in the food and feed industries. In the aquaculture industry, extruders have been used to produce a great variety of products, but today most of these feeds fall into the sinking or floating categories. To understand how extruded aquafeeds are produced, one must first understand how extruders work.
How extruders work

An extruder can be defined as a high-temperature, short-time bioreactor, where raw feed materials are subjected to high temperature and pressure over a relatively short time. The heat is produced by mechanical energy provided by the rotation of the screws and friction between the feed particles, screws, and extruder barrel. During the process, the materials move forward to the exit or die, where, depending on its open area, the pressure can exceed 200 atm.
The material under high pressure and temperature becomes a fluidlike plastic or pseudo plastic, also referred as an amorphous melt. This molten material contains water that is intrinsic to the ingredients or added in the mixer, preconditioner, or even extruder. At high pressures, this water is in a liquid phase. However, as the melt exits the die, it is exposed to atmospheric pressure. This sudden drop in pressure causes the water to change to a gaseous state, producing what is known as expansion.
As the steam escapes the molten phase, it leaves small voids that determine the cellular structure of the extrudate. The more cells the final product has, the less dense it is, and it can become a floating feed. If the cellular structure is more compact, the final product is denser and therefore heavier – a sinking feed. Floating feeds usually have a density below 450 grams per liter, while sinking feeds have densities above 550 grams per liter. Densities over 600 grams per liter, however, are preferred for sinking feed.
Rheology
Rheology is the science that studies the flow and deformation of matter. In extrusion, the rheological properties of material play an important role.
In the extrusion process, energy applied to the formula mix transforms the material. Similarly, as the material changes due to the forces applied, its viscosity is lowered while the density is increased. The latter is accompanied by pressure and temperature increases in the final cooking zone of the extruder.
In rheological terms, aquafeeds can be classified as non-Newtonian or pseudo-plastic materials. This is because feed ingredients consist of starches and proteins, which are recognized as biopolymers. Newtonian materials do not change their viscosity when shear forces are applied. In contrast, in non-Newtonian materials, viscosity is reduced as more shear is applied.
Energy application in extrusion
During the extrusion process, electrical energy is converted to mechanical energy and transferred to the formula mix. A good way to characterize the extrusion process is by knowing the amount of mechanical energy input per unit of mass. Known as specific mechanical energy (SME), this can be defined as the total energy input divided by the mass flow rate. The units for SME are watts/kg, watts/MT, or MJ/kg.
In single- or twin-screw extruders, energy input usually occurs through viscous heat dissipation. The amount of mechanical energy input is also dependent on the specific design of the screw elements and the speed at which the screws rotate.
The use of SME as a measurement of energy input is of great value in understanding and controlling the extrusion process. SME can be used as a process control tool to understand the effects of ingredient variation, water, oil, screw speed, and screw design.
Shear rate, shear stress
One way to characterize the extrusion process is by the amount of shear applied to the product, or in other words, the rate at which the product is deformed. Most of the shear occurs in the screws and depends on the channel depth and angle of the screw and the speed at which it rotates. Shear rate is denoted by the following formula:

dV/dh is the change of velocity with respect to the height (channel).
Dw/2 is the maximum tip speed velocity of the screw.
H is the height of the flight, or channel depth.
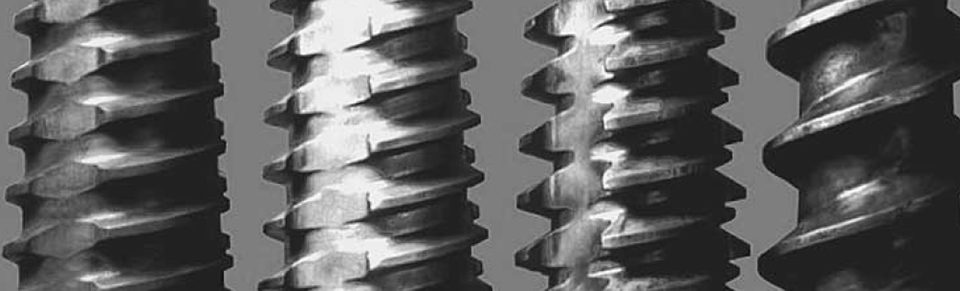
Therefore, as the velocity of the screw increases, the shear rate increases. In contrast, as the channel depth increases, the rate of shear decreases. These concepts are important in understanding why some screw elements have different configurations.
For example, in single-screw extruders, the screws used in the feed section have deep channels and long pitch for one complete turn of the flight. In contrast, lower channel elements are more common in the compression and metering zones.
Some screws also have channels cut along the axis to increase the back flow of material, thus increasing the residence time and exposure to more mechanical energy. In this case, the shear rate increases, resulting in higher material temperatures and more starch degradation.
In some cases, a number of reverse screws can be used to increase the residence time and degree of cook in the extruder. But depending on the screw design, for a given screw speed, the amount of mechanical energy input can be changed to impart more or less shear.
The term is of importance in understanding how extruders are classified. Table 1 presents the classification of extruders based on shear rate. Of interest is the low-shear cooking extruder. In this type, the processing temperature of the dough can reach 150 degrees-C, with feed moisture as high as 28 percent and product moisture out of the extruder up to 25 percent. Screw diameter to flight height is 7:15, shear rate is 10 to 30 sec-1 (reciprocal seconds), and the SME ranges 0.25 to 0.36 MJ/kg.
Note there are noticeable differences when comparing low-shear cook-ing extruders to other extruder types. For instance, pasta extruders operate at lower shear rate, lower mechanical energy input, and lower dough temperatures. On the other end of energy input, high-shear extruders operate at much higher temperatures, net mechanical energy inputs, and screw speeds, with much lower product moisture.
Extruder sections
The most common zones of the extruder are the feed, melting, metering and die sections.
Feed section
The feed section is also known as the solids-conveying zone. Here the material is fed by a feeder to provide a uniform delivery of the formula mix. The feeder determines the extruder output.
The main objective in this section is to avoid bridging of the formula mix and convey it as rapidly as possible down the extruder. Most extruders are designed to be starve-fed, meaning the screws are not completely filled. The screw elements in the feed section are usually of long pitch, and in the case of single screws, deep channel.
If the deep-channel, long-pitch configuration is kept the same throughout the length of the extruder, this is considered a low-shear forming extruder. These extruders are used for the production of dense, soft, moist feeds, as well as dense-textured plant proteins, third-generation snacks, and ready-to-eat cereals.
Melting section
The melting section is also known as the compression section of the extruder. Here, the previously powdery, granular formula mix is worked into an amorphous higher-density dough.
In this section, the water added in the feed section acts as a plasticizer, reducing the glass transition and melting temperatures of the starch and protein materials. The formed melt material exhibits pseudoplastic flow properties and shear thinning. In the melting section, the screw elements have shorter pitch (single- or double-flighted) and a decrease in channel depth.
Metering section
The metering section, also known as the melt-conveying section, is the final component of the cooking extruder. Under more shear, the material temperature and pressure increases. Due to the higher shear produced by very shallow screws, the amount of mechanical heat dissipation is typically large in this zone.
The molten mix density further increases, while its viscosity is reduced. It is also common to find screw elements with cut flights to increase the mixing and mechanical heat dissipation.
Die
Designed to form the final shape of the product, the die is the final part of the extruder. It is here that the molten phase experiences the expansion of material caused by the drop in pressure as it exits the orifice.
The die provides restriction or opposing force to the material being pushed by the screws. The shear rate can be very high depending on the orifice diameter and the flow rate per orifice, as given by the following equation:

Q is the mass flow rate per orifice (dry feed + moisture + oil, etc., divided by the number of orifices.)
R is the radius of the orifice.
From this equation, it can be seen that as the radius decreases, the shear rate increases. Similarly, as the mass flow rate increases, the shear rate also increases.
Conclusion
Extruders can be characterized based on the amounts of mechanical energy input or shear applied to the feed material. The changes in material properties resulting from these factors affect the types of products that can be produced.
Varied products require specific screw configurations and processing conditions. Such products as high-density sinking and low-density floating feeds are produced by different screw designs, processing conditions, and in some cases, types of extruders.
(Editor’s Note: This article was originally published in the August 2004 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
A look at India’s fish feed industry
India's fish-farming industry makes limited use of modern feeds, providing potential for the feed sector to grow. Commercial feeds are predominantly used for pangasius farming, followed by a rising popularity in carp culture.

Aquafeeds
A look at corn distillers dried grains with solubles
Corn distillers dried grains with solubles are an economical source of energy, protein and digestible phosphorus to reduce feed costs and fishmeal usage.
Aquafeeds
Extrusion processing of aquatic feeds, Part 1
Depending on the extrusion processing conditions and ingredients used, different products such as floating or sinking feed can be produced.